Tags:
瑜伽学习软件大全
旅游app软件
赛车游戏大全
好玩的手游排行
南京宇航数控仿真系统电脑版是款针对工程中数控机床所打造的仿真工具。南京宇航数控仿真系统正式版集成了三菱数控、华中数控、西门子Siemens、数控电气实验Lab等十多种数控开发程序,可以帮助用户在不同场景中进行数控编辑以及仿真实验。南京宇航数控仿真系统还集成了强大的CNC控制器仿真、加工仿真、加工校验等多种功能。
南京宇航数控仿真系统软件功能
1.CNC控制器仿真功能
◇ 具有同FANUC O-Series CNC控制器相同的屏幕、面板组成和功能.
◇ 加载NC文件时,自动对程序进行语法检查.
◇ 具有自动、编辑、MDI、MPG、JOG等模式和Dry、M01等开关
◇ 在编辑模式中,实时提供G代码功能与格式提示信息
◇ 系统实时处理NC代码,生成机床移动指令.
2.加工仿真功能
◇ 完全与真实机床运动相同的三维加工仿真.
◇ 三种机床加工行程可由用户选择.
◇ 利用图形交互方式进行刀具的定义和设置.
◇ 加工出错报警功能(干涉, 过载等).
◇ 显示刀具切削、补偿路径和换刀动作.
◇ 模拟切屑、冷却水和声音效果.
3.加工校验功能
◇ 校验工件的坐标和各种尺寸.
◇ 可自动生成截面图.
◇ 可用鼠标实现动态观察三维工件.
◇ 可对工件加工结果优劣进行评定.
南京宇航数控仿真系统软件特色
新职业培训工具
全国首创数控机床维修仿真操作教学系列软件,完全符合新职业“数控机床装调维修工”的职业培训及鉴定要求。
◇ 功能模块完善
涵盖数控机床的电气功能部分,故障点设置典型全面,包括数控系统、PLC、伺服系统。
◇ 模拟真实性强
所有模型均按真实机床尺寸同比例缩小,操作流程和真实系统操作完全一样,操作结果真实显示。
◇ 优越的扩展性
产品采用模块化设计,可随教学的需要选择不同的模块,随软件的升级还可以添加新的教学模块,便于教学内容的更新和完善。
◇ 充分利用资源
利用数控仿真软件可以弥补设备和师资的不足。
◇ 提高学生兴趣
利用数控仿真软件的使用能极好的调动学生的学习积极性、培养其创新意识。
◇ 实现同步教学
利用数控维修仿真操作系列软件能有效的结合理论教学、按教学流程进行实训。
南京宇航数控仿真系统安装步骤
1. 硬件准备:将“软件加密锁”安装到计算机的并行口上。
2. 运行安装程序所在目录下的可执行文件setup.exe,即可进入数控加工仿真系统的安装。
3.安装程序启动以后,即进入安装程序的欢迎界面,如下图:
在此窗口中,提出对运行此安装程序的建议,并对此软件的版权进行声明,要继续安装,请单击“下一个”。
4.在欢迎界面中单击“下一个”按钮,即进入软件许可证协议界面,如下图:
在此窗口中,显示此软件的许可证协议,并询问用户是否愿意接受此协议中的所有条款,如果用户愿意接受,请选择“是”,如果用户不愿意接受此协议中的条款,请选择“否”退出安装程序。选择“后退”可返回前一界面。
5.在软件许可证协议窗口中选择“是”按钮,即进入用户信息界面
在此窗口中,用户必须正确输入姓名、公司以及此产品的序列号,然后才能点击“下一个”继续安装,选择“后退”可返回前一界面。
6.在用户信息窗口中选择“下一个”按钮,即进入选择目标位置界面,如下图:
在此窗口中,用户可以选择软件的安装路径,系统的缺省路径为C:Program Files数控加工仿真系统,如果用户要改变安装路径,请选择“浏览”按钮选择路径。路径选择完毕点击选择“下一个”。选择“后退”可返回前一界面。
7.在选择目标位置窗口中选择“下一个”按钮,即进入设置类型界面,如下图:
在此窗口中,用户可选择安装类型,分为“典型的”、“简洁的”和“特定的”三种。选择完毕点击“下一个”。点击“后退”可返回前一界面。
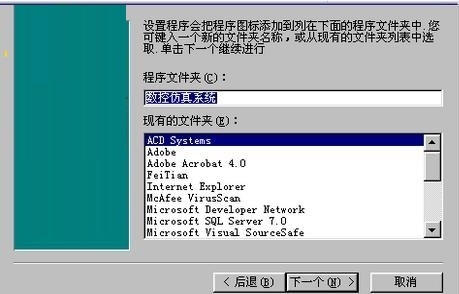
8. 在设置类型窗口中选择“下一个”按钮,即进入选择程序文件夹界面,如下图:
在此窗口中,用户可以选择此软件的快捷方式在开始菜单中的位置,选择完毕点击“下一个”。点击“后退”可返回前一界面。
9.在选择程序文件夹窗口中选择“下一个”,即开始往计算机中复制文件,如下图:
复制文件结束后,将开始加密锁驱动程序的安装,加密锁驱动程序安装结束,即进入设置完成界面
点击“结束”按钮完成安装,并退出安装程序。
南京宇航数控仿真系统使用方法
高速啄式深孔钻循环(G73)
指令格式:G73 X---Y---Z---R---Q---P---F---K---
加工方式:进给 孔底 快速退刀
攻左牙循环(G74)
指令格式:G74 X---Y---Z---R---Q---P---F---K---
加工方式:进给 孔底 主轴暂停 正转 快速退刀
精镗孔循环(G76)
指令格式:G76 X---Y---Z---R---Q---P---F---K---
加工方式:进给 孔底 主轴定位停止 快速退刀
钻空循环,点钻空循环(G81)
指令格式:G81 X---Y---Z---R---F---K---
加工方式:进给 孔底 快速退刀
钻孔循环,反镗孔循环(G82)
指令格式:G82 X---Y---Z---R---F---K---
加工方式:进给 孔底 快速退刀
啄式钻空循环(G83)
指令格式:G83 X---Y---Z---Q---R---F---K---
加工方式:中间进给 孔底 快速退刀
攻牙循环(G84)
指令格式:G84 X---Y---Z---R---P---F---K---
加工方式:进给 孔底 主轴反转 快速退刀
镗孔循环(G85)
指令格式:G85 X---Y---Z---R---F---K---
加工方式:中间进给 孔底 快速退刀
镗孔循环(G86)
指令格式:G86 X---Y---Z---R---F---K---
加工方式:进给 孔底 主轴停止 快速退刀
反镗孔循环(G87)
指令格式:G87 X---Y---Z---R---F---K---
加工方式:进给 孔底 主轴正转 快速退刀
镗孔循环(G88)
指令格式:G88 X---Y---Z---R---F---K---
加工方式:进给 孔底 暂停, 主轴停止 快速退刀
镗孔循环(G89)
指令格式:G89 X---Y---Z---R---F---K---
加工方式:进给 孔底 暂停 快速退刀
南京宇航数控仿真系统使用说明
Fanuc系统数控车床设置工件零点常用方法
直接用刀具试切对刀
1.用外园车刀先试车一外园,记住当前X坐标,测量外园直径后,用X坐标减外园直径,所的值输入offset界面的几何形状X值里。
2.用外园车刀先试车一外园端面,记住当前Z坐标,输入offset界面的几何形状Z值里。
用G50设置工件零点
1.用外园车刀先试车一外园,测量外园直径后,把刀沿Z轴正方向退点,切端面到中心。
2.选择MDI方式,输入G50 X0 Z0,启动START键,把当前点设为零点。
3.选择MDI方式,输入G0 X150 Z150 ,使刀具离开工件进刀加工。
4.这时程序开头:G50 X150 Z150 …….。
5.注意:用G50 X150 Z150,你起点和终点必须一致即X150 Z150,这样才能保证重复加工不乱刀。
6.如用第二参考点G30,即能保证重复加工不乱刀,这时程序开头 G30 U0 W0 G50 X150 Z150
7.在FANUC系统里,第二参考点的位置在参数里设置,在Yhcnc软件里,按鼠标右键出现对话框,按鼠标左键确认即可。
南京宇航数控仿真系统更新日志
1.修复若干bug;
2.优化细节问题;
小编推荐:南京宇航数控仿真系统作为应用其他里面十分出色的软件,小编强力向您推荐,下载了就知道有多好。小编还为您准备了酷学、机械设计软件、新商盟官方、侠盗飞车作弊器1.0











 点击离线赛车游戏(Car Clicker)
点击离线赛车游戏(Car Clicker) 乐高虚拟积木(ldd)
乐高虚拟积木(ldd)  Dll Files Fixer(注册表修复工具)
Dll Files Fixer(注册表修复工具)  游戏蜂窝root权限获取软件
游戏蜂窝root权限获取软件  手机电话簿vcf/csv转换工具
手机电话簿vcf/csv转换工具